Copyright © Shanghai Omega Machinery Co., Ltd. All rights reserved.
Bimetallic Liner and Recondition Worn-off Barrel and Screw
Nov 18,2016
The assemble situation of a set of barrel and screw has an important effect for material plasticizing, product quality and production efficiency, and they operating mass depends on they manufacture accuracy and the gap between both.
If both barrel and screw components have worn-off after working for a certain times, extrusion will not be steady and the production will be drawdown. When the barrel technical temperature is under a rather normal condition, but the melt is often decomposed, that means the gap between barrel and screw might beyond the standard largely, we should look out the backflow caused by the back press, screw pushing is not stable now, molt stay inside the barrel for a long time, it certainly will affect the physical properties of the molding plastic, we have to consider the screw and barrel maintenance.
Using alloy coating of bimetallic technology to maintain the worn-off barrel and screw is the best cost-effective way that we have to recommend, especially for the large barrel and screw of injection machine and extruder, normally there are two maintenance ways.
The first way is “Expand”, that is to expand the old barrel inner bore using the superhard grind tool first, for example to expand a barrel bore for about 2.0mm in diameter, to make the barrel bore’s surface smooth and to reach a certain finish degree requirement, then following by nitriding process to have a new hardening layer for the barrel bore surface. As for the screw, it is overlaying a high wear-resistant alloy layer on the surface of screw flight and grinding the outer diameter of screw until it is up to the standard of fit clearance matching to the new expanded barrel inner diameter.

This is one of the most economical and practical way, but the problem is the restored screw outer diameter is about 2.0mm bigger than the old one and there is no interchangeability any more for the barrel and screw on customer”s same type machines.
With the expand recondition way, the restored barrel is still a nitrided barrel, and the screw
now is an alloy armored bimetallic screw. Under the matched usage situation, the service
life of this “new” bimetallic screw will increase much more than customer”s original nitrided
one, this is because under the matched circumstance, the metal contact wear between
both the restored barrel and screw has been greatly improved. Below picture shows
compares of the contact wear(Can also be called as the matching wear) of different
material.
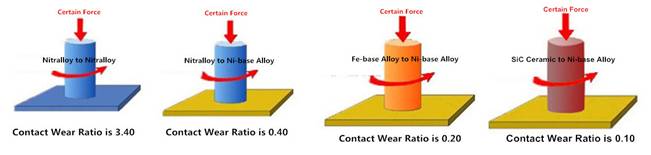
When we choose different kinds of material which is with excellent matching performance,
as a barrel and screw working surface separately, due to the improvement of the friction
pair between materials, there is no wonder that the repaired set of the barrel and screw
has a longer service life than the customer”s original new nitrided barrel and screw.
The premise of the “expand” recondition way is that the abrasion losses of the barrel inner bore is not too much, if not only 2.0mm to be expanded, maybe we have to adjust the compression ratio for the restored screw accordingly(A certain cost will increase), this will not affect the plasticizing performance any more.
In the case of large abrasion losses of barrel inner bore, second recondition way we only can choose is a “liner” method. This process is characterized by the expansion of old barrel first, then put an alloy armored bimetallic liner into this bore(See the picture right), the old barrel now becomes a bimetallic barrel, its service life will increase 4 times than customer”s original nitrided barrel in theory.
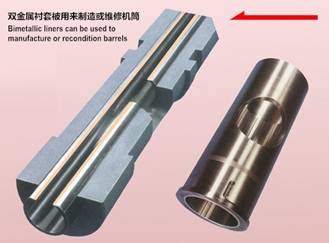
The transportation is inconvenient for the overseas users, not only the longer journey, spend more time, but also the complicated customs clearance, so the "bimetallic liner" repair process has more practical significance. We advice the customers to buy new bimetallic liners, to expand the old barrel bore locally, then press the liner into the barrel. The advantage is that this liner is easy to be replaced when the barrel worn-off again, and specially for a large size barrel,, such as a big injection molding machine, the barrel has a large wall thickness, the material cost is relatively high if to make this new barrel, the "liner " recondition way has an obvious advantage in the economic, the users only pay a less cost of liner to get a “new” bimetallic barrel, and you see in this way, the barrel can be used wendlessly.
Sure there is a special technology step, such as how to put the worn-off liner out, how to insert a new liner inside the barrel bore, how to let the liner positioning, how to make a feeding hole, how to avoid the heat conduction loss..., if any problem, please contact us at any moment.
SHANGHAI OMEGA MACHINERY CO., LTD / CHIEF ENGINEER OFFICE
Prev News Next News- Information
- Why does the extruded billet slow down when passing through the shaping mold? How can this be solved?
- Can the same formulation be used for both single-screw and twin-screw extrusion when producing rigid PVC window profiles?
- How should the mold temperature be controlled when using different materials for co-extruded profiles?
- What should be considered when coloring and whitening white irregular profiles?
- How should the extrusion blow molding process for HDPE barrels be controlled?
- How should the extrusion blow molding process for PC water bottles be controlled?
- Why is blown film prone to wrinkling, and how can it be resolved?
- What are the characteristics and applicability of the flat film method and the tubular film method in the production of biaxially oriented films?
- How should the gap size and rotational speed of the three-roll calender be adjusted?
- Why do blemishes appear on the surface of the colored co-extruded profiles? And how should they be resolved?
- Contact Us

-
Shanghai Omega Machinery Co., Ltd.
Add.: No.168 Hualian Road, Putuo District, Shanghai City
Contact: Nina
Tel.: +86-021-69921527
Mobile: +86-15021464410
Fax: +86-021-69921567
E-mail: omegajessica@163.com;965425705@qq.com
WeChat No.: 1131449532
Whatsapp: +86 159 0054 6558

-